
内外筒圆弧面摩擦副磨损失效分析
来源:中国企业报 作者:韩松 张陈 吴迪 朱洪睿
 |
 |
| 图1渗层边缘(100×) 图2渗层边缘(500×) |
 |
 |
| 图3基体(200×) 图4基体(500×) |
 |
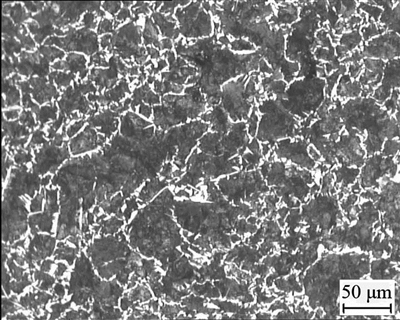 |
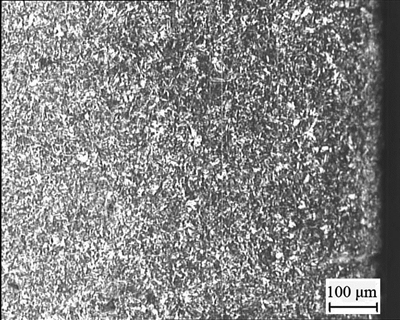
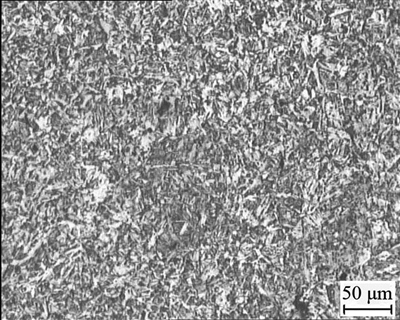
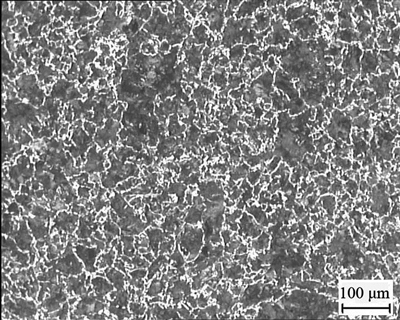
| 图5外筒显微组织(100×) 图6外筒显微组织(200×) |
 |
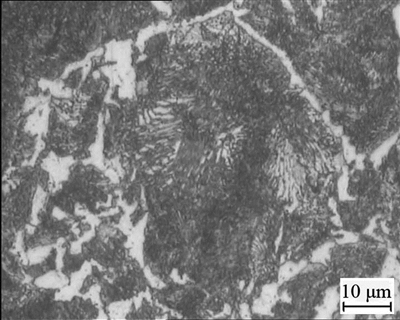 |
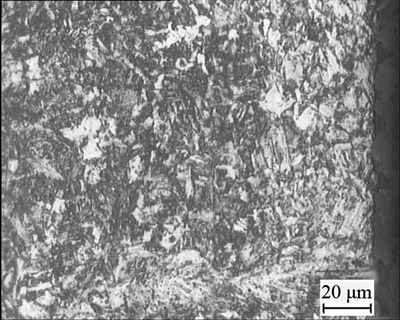
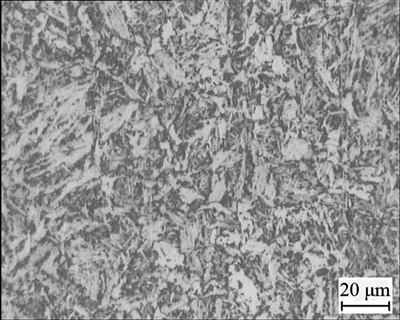
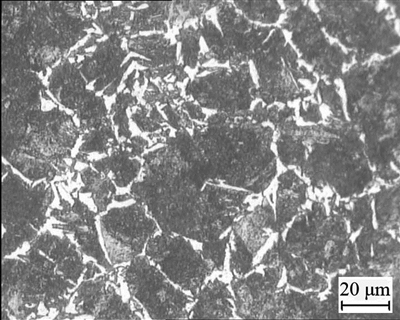
| 图7外筒显微组织(500×) 图8外筒显微组织(1000×) |
 |
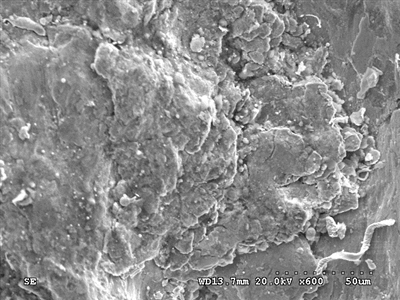 |
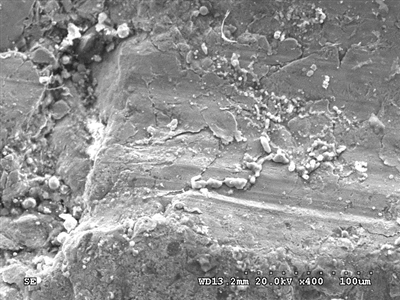
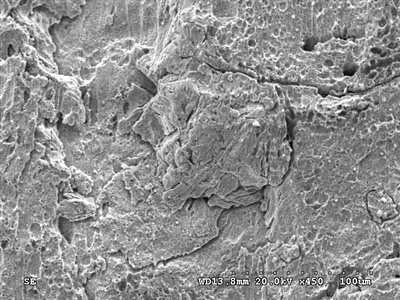
| 图11外筒内壁磨损形貌(400×)图12外筒内壁磨损形貌(600×) |
 |
 |
| 图9内筒外表面硬度图 图10距内筒表层距离与硬度关系 |
 |
 |
| 图13内筒外壁磨损形貌(180×) 图14内筒外壁磨损形貌(450×) |
摘要:内外筒圆弧面摩擦副配合形式在多种工程机械中应用广泛,在工况比较复杂恶劣的环境中工作一段时间后,内外筒的接触面会出现不同程度的摩擦损伤,最后导致内外筒间无法正常工作。为探究其失效机理,本文借助OPLYMPUS-PMG3金相显微镜、HV-1000显微维氏硬度计和S-3000N扫描电镜对某型号工程机械内外筒的显微组织、表面硬度以及其表面磨损形貌进行了分析。结果表明:外筒在热处理过程中产生较为严重的组织缺陷,导致其表面许用接触应力较低;内筒接触表面硬度为48HRC,低于工艺要求,渗氮层厚度为0.2mm—0.3mm,满足工艺要求;SEM照片说明内外筒的磨损机制为:以黏着磨损和疲劳磨损为主,伴随着磨粒磨损的三体磨损。
关键词:圆弧摩擦副, 摩擦磨损,失效分析
中图分类号:TG407
1 序言
随着我国经济的高速发展,乡村城镇化、乡镇城市化的进程进一步加剧,基础设施,道路建设覆盖面越来越广,工程机械扮演着不可或缺的角色。在工程机械设计中,内外筒圆弧面摩擦副是应用最广泛的一种设计形式,因各种复杂工作工况的出现,其在工作过程中内外筒之间的接触应力也越来越复杂和多变,所以常出现摩擦损伤,甚至烧死等现象,对整机的工作效率影响较大[1—2]。本文选择以某型号工程机械的内外筒摩擦副作为研究对象,借助金相显微镜、显微硬度计和扫描电镜对支腿内外筒的热处理工艺进行检测,寻找其失效原因,探索其失效机制,为该形式的摩擦副失效分析提供一种便捷、高效的分析思路[3]。
2 实验部分
外筒:材质为45钢,调质处理,硬度200—229HB;
内筒:材质为27SiMn钢,调质后表面氮化,层深0.2mm—0.3mm,硬度HRC55—60。
2.1 显微组织分析
试样的显微组织经砂磨、抛光、腐蚀后借助OPLYMPUS-PMG3金相显微镜进行观察,从内外筒径向方向切取全壁厚试样进行实验。
图1—图4分别是支腿内筒外壁渗层边缘和基体的显微组织,从图1、图2可以看出,内筒金相组织由外表面到心部共分3层,第一层,最表面层,出现一薄层白色组织,厚度约为30um,为碳氮化合物;第二层,为过渡区组织,珠光体+氮化物,白色氮化物弥散分布于黑色的珠光体上;第三层为心部原始组织,为回火索氏体。根据金相法测定渗层厚度,从零件表面到过渡层与心部分界线处,渗层厚度约350um(0.35mm),渗层厚度从金相上判断符合工艺要求。
图5—8为外筒显微组织,皆为沿晶界分布的网状铁素体+回火索氏体,网状铁素体沿奥氏体晶界析出,奥氏体晶粒度为8级,奥氏体无过热现象。根据《GB/T13320-2007钢质模锻件金相组织评级图及评定方法》,金相组织为索氏体+网状、块状铁素体,评级为8级,属于不合格组织。
2.2 硬度测试分析
根据国标《GB/T 4340.1-2009金属材料维氏硬度试验方法》,试样经砂磨、抛光、腐蚀后,在HV-1000显微维氏硬度计下测试试样显微硬度,加载载荷2.942 N,加载时间为10S。
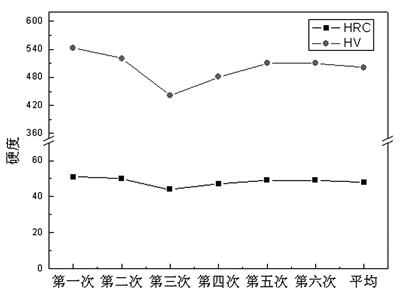
2.2.1内筒显微硬度测试
内筒外表面显微硬度分布如图9所示,内筒外表面显微硬度均值为501HV,换算成洛氏硬度均值为48HRC,低于工艺要求:55—60HRC。
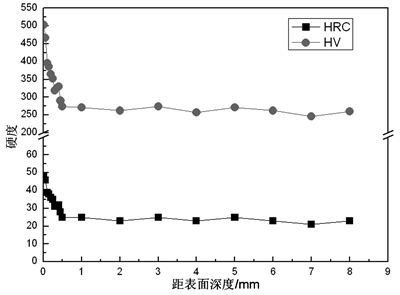
内筒外表面到心部的显微硬度值分布如图10所示。内筒外表面到心部硬度逐渐降低,心部硬度显微硬度均值为267HV,根据《GB/T11354-2005 钢铁零件渗氮层深度测定和金相组织检验》,从试样表面测至比基体维氏硬度高50HV处的垂直距离为渗氮层深度,渗层深度在0.3mm—0.4mm之间,与金相测定渗层厚度相一致,本试验中碳氮渗层厚度符合要求,表层硬度不足,一般是由于热处理工艺温度过高,导致表层硬度不足。
2.2.2 外筒洛氏硬度测试
根据国标《GB/T230.1-2004金属洛氏硬度试验方法》对外筒进行洛氏硬度检测,外筒从表面到内部硬度均匀,平均值为21HRC,硬度值见表1。
表1 外筒硬度
2.3 磨损形貌分析
在内外筒接触表面磨损严重处,切取磨损试样,在扫描电子显微镜下对磨损形貌进行观察,磨损形貌如图11—14所示。
从图11—12可以看出,外筒表面发生了严重的黏着磨损,磨损试样表面有大量片状磨屑剥落和磨屑堆积,塑性变形严重,撕裂纹理明显。从图13—14可以看出,磨损表面磨屑较少,裂纹扩展方向明显,为疲劳失效。
2.4 失效机理
结合内外筒的显微组织和磨损表面形貌,可以确认外筒表面发生了黏着磨损。其过程是:在接触载荷的作用下,外筒表面在接触点处发生塑性变形,使接触点产生黏着(即冷焊合),在相对滑动时,黏着点被剪断,然后出现黏着—剪断—再黏着—再剪断的循环过程,外筒出现较为严重的黏着磨损。
从外筒撕裂的颗粒被夹在内外筒之间,形成三体磨损,在挤压力作用下将内筒表面渗氮层压碎,润滑油楔入裂纹中,内外筒在滑动时又将裂纹口封住,裂纹中的润滑剂被堵在缝中,形成巨大的压力,迫使裂纹向前扩展,经过多次交变后,裂纹扩展到一定深度,形成疲劳失效。
3 结论
(1)内外筒的疲劳失效机制为:外筒以黏着磨损为主,内筒以疲劳磨损为主,同时伴随着三体磨损。
(2)内外筒的磨损失效的原因主要是在热处理过程中,外筒因冷却速度太慢,在晶界处布满网状分布的铁素体,使得基体的强度下降严重,在工作过程中很容易发生塑性变形,成为冷焊结点,造成失效。
参考文献:
[1] 王仁智,吴培远 疲劳失效分析[B] 北京:机械工业出版社,1987
[2] 江利,孙智,吴玉萍 现代金属材料[B] 徐州:中国矿业大学出版社,2000
[3] 王学,张学伦,曾华峰等 ZG20MnMo锅炉汽水管道焊接裂纹失效分析[J].机械工程材料,2003,27(10):49
(作者单位:徐州徐工筑路机械有限公司)